欢迎光临~三氧化二锑及无卤环保阻燃剂企业-济南聚恒化工有限公司
语言选择:
 ∷
∷

∷
 ∷
∷


随着注塑加工精度要求的不断提高,要想获得漂亮零瑕疵的制品,除了设备要不断更新升级之外,正确选材和对所选塑料性能的熟悉掌握也是极其重要的。
1.流动性
受热后熔融状态的塑料,在压力作用下,充满整个型腔的能力叫流动性,一般用专业流动性测试模具来进行测试。
同一种类不同牌号的塑料的流动性均不相同,不同结构的塑件对塑料的流动性提出不同的要求,塑料的流动性与成型温度和压力等条件密切相关。
通常,若流动性太大,一方面会使熔料充填不紧密,造成制品的疏松,影响产品质量;另一方面流动性太大,注塑件周边容易出现披锋(毛边)粘模及喷嘴流延,造成水口堵塞。而塑料的流动性过小,对于结构复杂流程较长的塑件,注塑时流动困难,易出现缺胶、缩水等现象,产生大量废品;或必须用高压条件注塑,容易造成塑件内应力过大。我们要根据产品结构、大小、厚薄情况,选择流动性合适的塑料成型。

2.吸水性及挥发物含量
在热塑性塑料中或多或少地含有水分及挥发物,适量的水分有增塑的作用。如果塑料中的水份及挥发物超过一定的比例时,则会在注塑时出现很多问题(如:降解、发雾、强度降低等),严重时可产生气泡(银纹)、表面粗糙,对于透明制品透光性被破坏(浑浊不清)等不良现象,对精密塑件很难保证其精度。但是绝对干燥的塑料会引起流动性降低,脆性增加,成型时充模困难,也是不可使用的,这一点要特别注意,有的人认为塑料干燥得越充分越好,这是一个错误的观念。
引起塑料中水分和挥发物多的原因主要有以下三个方面;
A、塑料树脂的平均分子量低;
B、塑料树脂在生产时没有得到充分的干燥;
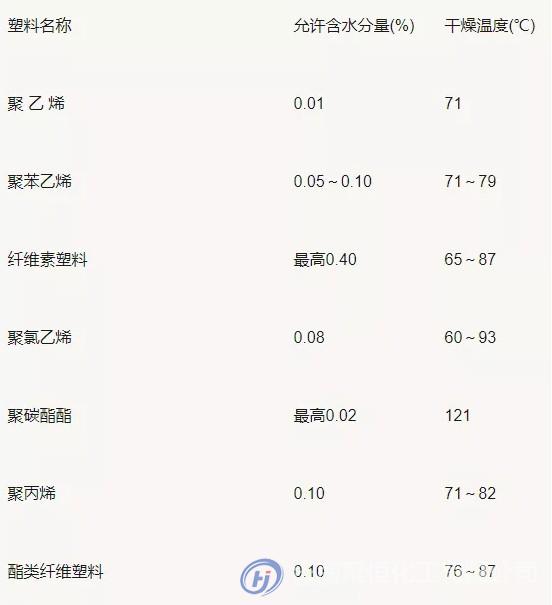
C、吸水性大的塑料因存放不当而使之吸收了周围空气中的水分,不同塑料有不同的干燥温度和干燥时间的规定。
常用塑料的含水量与干燥温度 (实例)
3.收缩率
产生收缩率的主要原因有以下三个方面:
A、塑料具有比金属大得多的热收缩(大一个数量级,约十倍);
B、塑料制品在硬化后并非刚体,在脱模后塑件有一定的弹性回复;
C、刚脱模时,压力开始降低,但塑件仍然贴在模壁上,制品发生塑性变形;
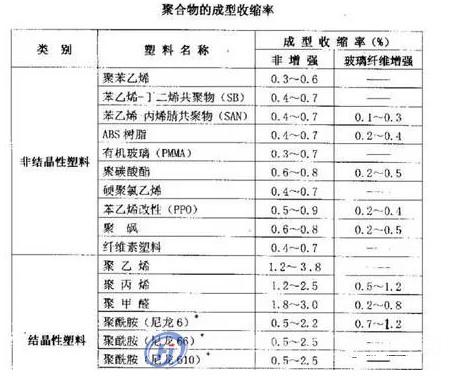
影响收缩率的因素有塑料的性质成型条件模具与制品的设计.无定型塑料的收缩率小于1%,结晶型塑料的收缩率均超过1%,结晶性塑料注塑的制品,具有后收缩现象,需在冷却24小时后进行测量其尺寸,精确度可达0.02mm。
4.塑料的加工温度
塑料的加工温度就是达到粘流态的温度,加工温度不是一个点而是一个范围(从熔点到分解温度之间)。在对塑料进行热成型时应根据制件的大小、复杂程度、厚薄、嵌件情况、所用着色剂对温度的耐受性、机台性能等因素选择适当的加工温度。
常用塑料的加工温度范围如下表所示:
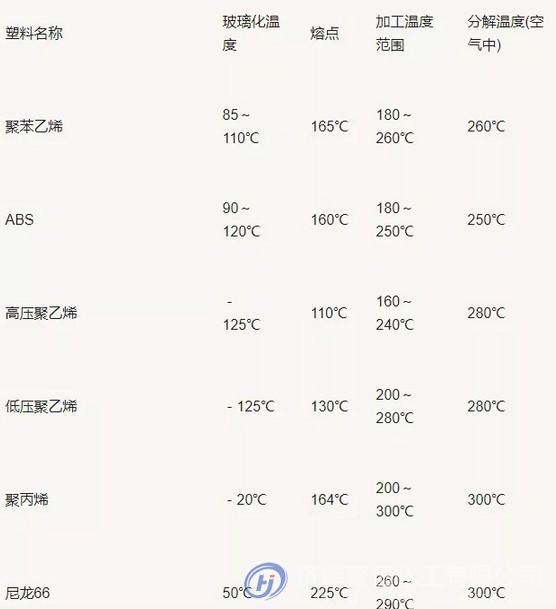
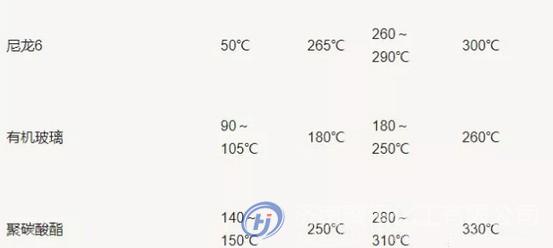
为何在注塑生产中温度计所反映温度常可改变,而且同一制品(同一模具)放到不同机台生产时所设定的温度可能不相同?实际上塑料的热成型温度是相对固定的,只是由于采用的测温方法、测温点布局及温度感应器的性能差别才造成上述差异。温度指示控制仪上显示的温度并非料筒内熔料的实际温度,而是间接的、局部性的温度。
5.注塑成型前需了解的塑料性能
每个注塑工作者在设定注塑工艺条件时,需要彻底了解所用塑料的相关性能,才能科学地设定工艺条件和分析注塑生产过程中出现的问题。
A 塑料的种类、牌号
了解塑料的成份、性能时考虑的因素;
B 塑料的密度
(设定多段射胶的位置时考虑的因素);
C 塑料的吸湿性及允许水量
设定干燥条件时考虑的因素
D 塑料的玻璃化温度、熔点、分解温度
设定料筒温度时考虑的因素
E 塑料的熔融指数FMI
设定注射压力、背压时考虑的因素);
F 塑料的结晶性
设定模温/料温时考虑的因素);
G 塑料容许的注射压力范围
设定注射压力时考虑的因素;
H 塑料在料筒内容许的停留时间
设定残料量及停机时考虑的因素;
I 塑料的成型收缩率
设定模温/料温/压力时考虑的因素:
J 塑料成型时的模具温度范围
设定模温时考虑的因素;
K 其它性能
如:耐化学性、热变形温度等)在塑件后加工时考虑的因素;
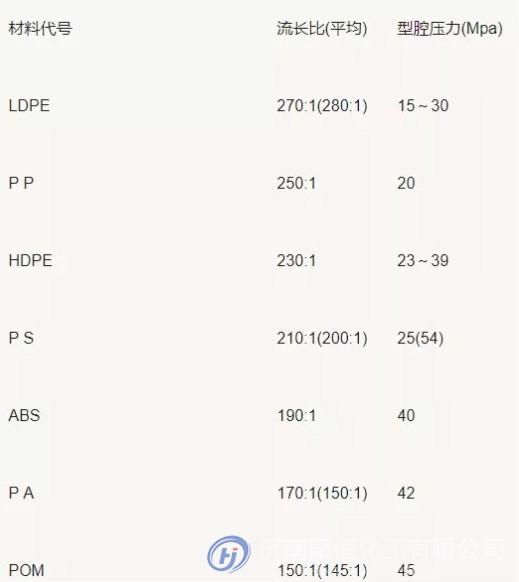
一些常用塑料的流长比和型腔压力

 Allen-fr
Allen-fr Allen
Allen